
新闻资讯
新闻资讯
- 柔性纤维打包带详细规格参数表
- PET打包带生产线设备厂家
- 打包带图片大全
- 纤维打包带固定技巧
- 聚酯纤维打包带怎么用视频教程
- 纤维打包带使用案例
- 纤维带打包教程
- 塑料打包带使用方法视频
- 纤维打包带的打法
- 北京纤维打包带价格查询官网
- 北京纤维打包带价格查询网
- 北京纤维打包带价格查询表
- 专业纤维打包带厂家直销推荐理由
- 形容打包带有哪些的词语
- 专业纤维打包带厂家直销推荐排行榜
- 专业打包带厂家有哪些最好
- 塑钢打包带和纤维打包带哪个便宜
- 打包带有哪些材质
联系我们
手机:13812930229
电话:0512-36836661
邮箱:121740864@qq.com
地址:昆山市周市镇盛帆路268号
公司新闻
打包带生产技术全流程解析,从原料选配到品质管控
- 发布时间:2025-02-22
- 点击:571
前言
在物流包装行业蓬勃发展的今天,打包带作为货物捆扎的核心耗材,其生产技术直接关系到运输安全与成本效率。一条优质打包带的诞生,不仅需要精准的工艺参数控制,更离不开*标准化生产规程*的支撑。本文将深入解析打包带生产的技术要点,从原料选型到成品检测,系统拆解各环节操作规范,为从业者提供可落地的技术指南,助力企业实现质量与效益双提升。
一、原料选配:决定产品性能的第一道关卡
打包带的核心原料以聚丙烯(PP)、聚酯(PET)为主,辅以少量增韧剂、抗氧剂等改性材料。*原料配比*的精准度直接影响成品的抗拉强度、耐候性及表面光洁度。
- 材质选择标准
- 聚丙烯(PP):适用于轻型至中型包装,具有成本低、耐腐蚀性强的特点,需选用熔融指数(MFI)在2-8g/10min的颗粒料;
- 聚酯(PET):多用于重型货物捆扎,需选用特性粘度≥0.72dL/g的切片,确保拉伸强度≥800MPa;
- 再生料使用规范:回收料掺入比例不得超过30%,且需经过双阶过滤系统去除杂质,避免影响挤出稳定性。
添加剂配比优化
添加0.5%-1%的*抗紫外线母粒*可提升户外使用耐久性;引入3%-5%的碳酸钙填充剂可降低原料成本,但需同步调整挤出温度防止流动性下降。
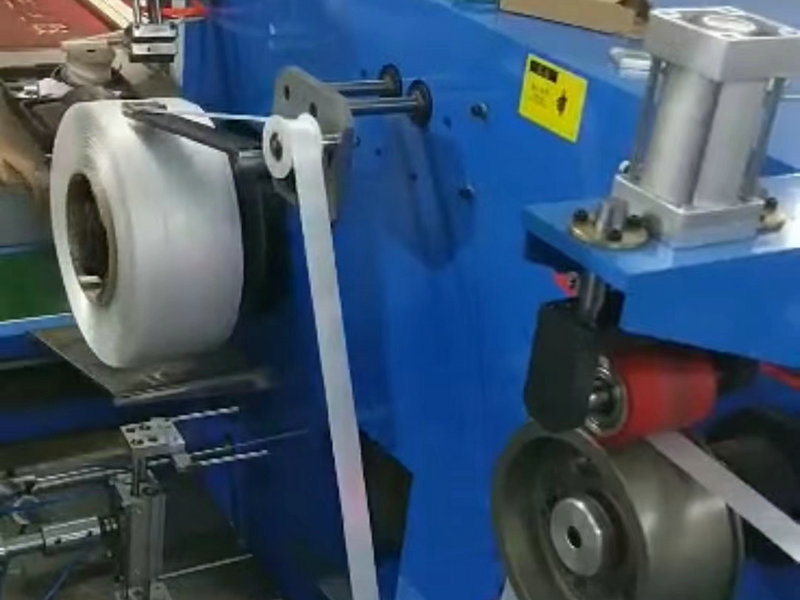
二、挤出成型工艺:温度与速度的平衡艺术
挤出工序是打包带生产的核心环节,需通过精确控制螺杆转速、*模头温度*等参数,实现高分子材料的均匀塑化与定向拉伸。
挤出机温度分区控制

区段 温度范围(℃) 功能说明 进料段 160-180 初步软化原料 压缩段 190-210 建立熔体压力 均化段 200-220 确保熔体均匀性 模头段 180-200 控制出料速度与厚度 关键点:模唇间隙需定期校准,偏差控制在±0.05mm以内,防止带材厚度不均。
拉伸定向技术 采用三级拉伸工艺:
预热辊:温度设定80-100℃,使带坯均匀受热;
一次拉伸:拉伸倍数2.5-3倍,辊速差控制在15%-20%;
-
二次热定型:温度110-130℃,消除内应力,提升尺寸稳定性。
三、冷却定型:微观结构的决定性步骤
急速冷却会导致结晶度下降,而缓冷则可能引发变形,需通过*梯度降温法*实现分子链有序排列。
- 水槽冷却系统参数
- 水温:25-35℃(PP材质)/ 40-50℃(PET材质);
- 水流量:≥5m³/h,确保带材表面温度在10秒内降至60℃以下;
- 导辊间距:保持1.2-1.5倍带宽,避免带材褶皱。
表面处理工艺
通过静电消除装置(电压5-8kV)去除表面电荷,后续压花辊施加0.3-0.5MPa压力,形成防滑纹路,摩擦系数提升30%以上。
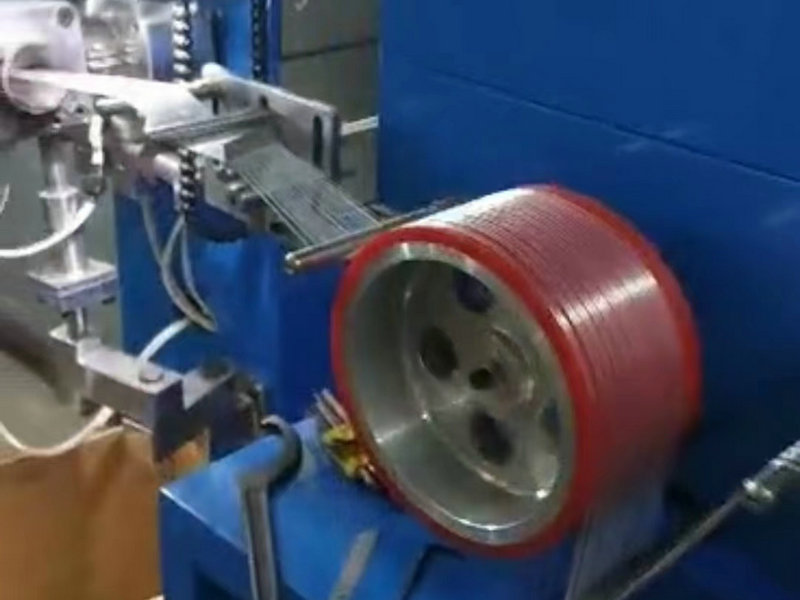
四、收卷与分切:成品一致性的最后防线
收卷张力波动超过15%会导致带卷松紧不一,需采用闭环张力控制系统,配合以下操作规范:
分切精度控制
- 刀具材质:硬质合金钢,刃角25°-30°;
- 分切速度:≤150m/min(PP带)/ ≤120m/min(PET带);
- 尺寸公差:宽度偏差≤±0.2mm,厚度偏差≤±0.05mm。
- 卷装标准
卷芯内径:200mm或300mm(根据客户需求);
卷重误差:±1kg/100kg;
-
端面整齐度:轴向偏移≤2mm。
五、质量检测:用数据说话的硬标准
依据GB/T 21302-2007《包装用聚酯捆扎带》等行业标准,建立三级检测体系:
- 在线检测项目
- 厚度测量:激光测厚仪,采样频率10次/秒;
- 宽度监控:CCD视觉系统,精度±0.1mm;
- 表面缺陷:紫外荧光检测,识别≥0.3mm的黑点、气泡。
- 实验室抽检指标
- 断裂拉力:≥1300N(PP带)/ ≥2500N(PET带);
- 延伸率:PP带≤25%,PET带≤18%;
- 耐候性测试:-40℃冷冻24小时后,抗拉强度保留率≥85%。
- 批次追溯管理 采用二维码溯源系统,记录原料批号、工艺参数、检测数据,实现质量问题2小时内定位原因。 — 通过上述技术要点的系统化实施,企业可将打包带产品合格率提升至99.2%以上,同时降低能耗15%-20%。在竞争日益激烈的市场环境下,唯有将标准化生产规程与技术创新深度融合,才能锻造出真正具有市场竞争力的包装解决方案。
TAG:






 客服QQ:121740864
客服QQ:121740864