
新闻资讯
新闻资讯
- 柔性纤维打包带详细规格参数表
- PET打包带生产线设备厂家
- 打包带图片大全
- 纤维打包带固定技巧
- 聚酯纤维打包带怎么用视频教程
- 纤维打包带使用案例
- 纤维带打包教程
- 塑料打包带使用方法视频
- 纤维打包带的打法
- 北京纤维打包带价格查询官网
- 北京纤维打包带价格查询网
- 北京纤维打包带价格查询表
- 专业纤维打包带厂家直销推荐理由
- 形容打包带有哪些的词语
- 专业纤维打包带厂家直销推荐排行榜
- 专业打包带厂家有哪些最好
- 塑钢打包带和纤维打包带哪个便宜
- 打包带有哪些材质
联系我们
手机:13812930229
电话:0512-36836661
邮箱:121740864@qq.com
地址:昆山市周市镇盛帆路268号
常见问题
聚酯纤维打包带是如何生产的?
- 发布时间:2024-04-17
- 点击:320
聚酯纤维打包带生产设备配置:塑料挤出机(主机/副机)、冷却水箱、烘箱、牵引压花机组、卷带机。
1、聚酯纤维打包带生产线主副机传动由调速电机、减速器、轴套组成。
成型部分由螺杆料筒、机头、口模组成。
打包带设备原料通过料斗到螺杆料筒加热挤压出初胚。
温度控制 机身第一段--120度,第二段--170度,第三段--220度,机头250-280度。
2、聚酯纤维打包带生产线下水箱对主副机口模初胚冷却定型。
带料出机头后温度很高,要立即进入水中冷却,因为对等规聚丙烯在急冷的情况下容易生成酝晶结构,酝晶分子结构较疏松。
容易拉伸取向,获得高质量的产品。
打包带生产线冷却水温一般控制在30-40度,打包带生产线模口距水面的距离为15-45毫米为宜。
3、聚酯纤维打包带生产线第一牵引由调速电机、减速器、链传动、牵引辊组成。
它是将定型后的初胚输送到烘箱。
4、聚酯纤维打包带生产线下烘箱二次加热便于拉伸;拉伸的目的是为了提高打包带的纵向强度,减少伸长率。
打包带生产线上烘箱三次加热消除拉伸应力;上水箱消除热应力后定型。
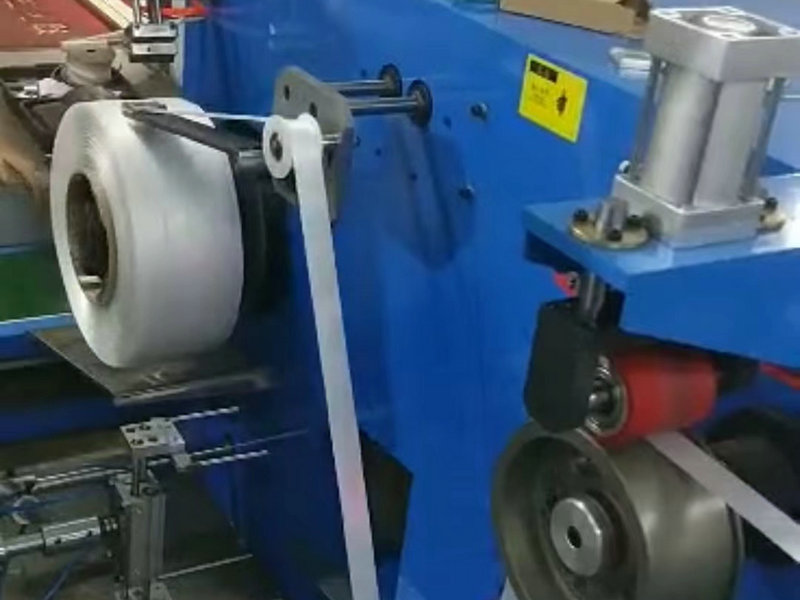
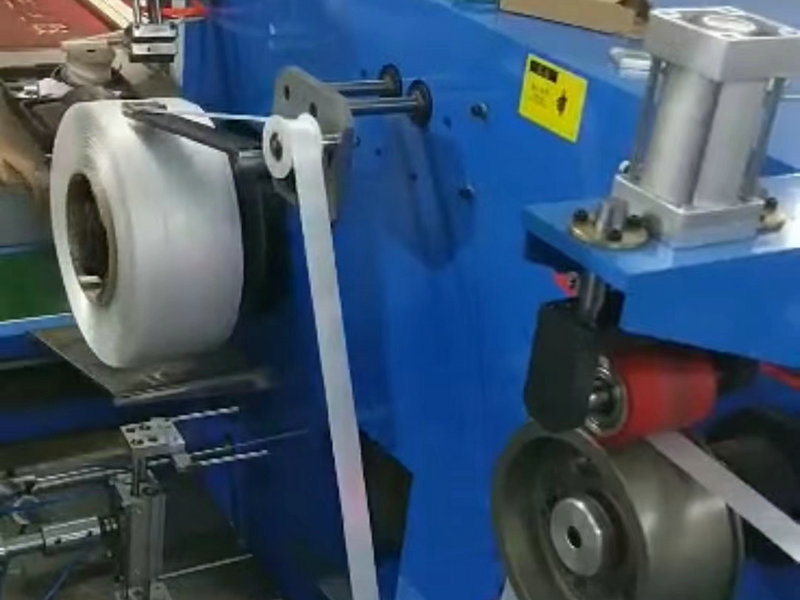
5、聚酯纤维打包带生产线压花机传动是调速电动机通过带传动、链传动、齿轮传动到第二牵引,到压花,到第三牵引。
a、第二牵引将二次加热的初胚通过拉力棒进行再次拉伸成型,同时输送给压花辊;b、拉伸后的打包带经过两个带花纹的压辊,便被压上花纹,其作用是在使用中增加摩擦,不打滑,从外表上看美观大方。
通过压花辊对产品表面压花后输送给上水箱或上烘箱;c、打包带生产线通过第三牵引将上水箱的成型输送给卷带机。
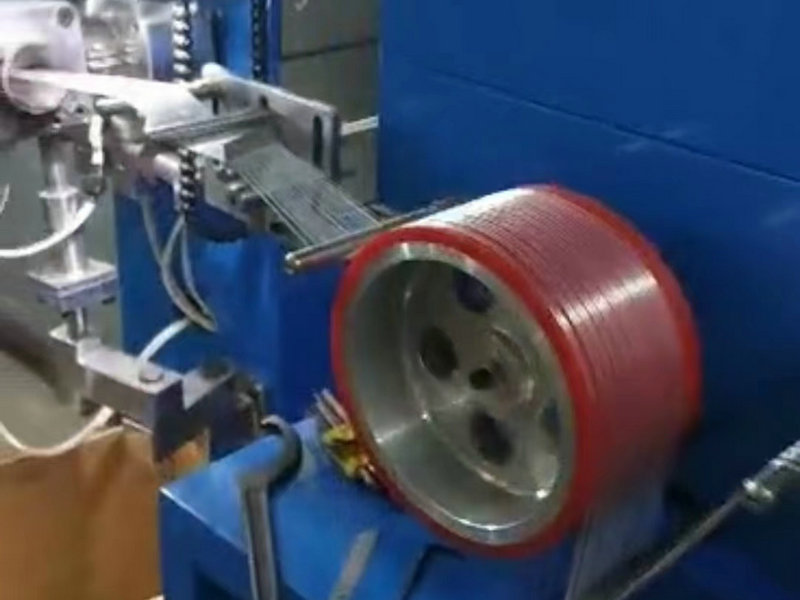
6、聚酯纤维打包带生产线卷带机传动是调速电动机通过带传动、链传动分别传递给卷带轴和行程杆。
它是将合格产品收卷成为规定外形、规定质量的单件产品。
1、聚酯纤维打包带生产线主副机传动由调速电机、减速器、轴套组成。
成型部分由螺杆料筒、机头、口模组成。
打包带设备原料通过料斗到螺杆料筒加热挤压出初胚。
温度控制 机身第一段--120度,第二段--170度,第三段--220度,机头250-280度。
2、聚酯纤维打包带生产线下水箱对主副机口模初胚冷却定型。
带料出机头后温度很高,要立即进入水中冷却,因为对等规聚丙烯在急冷的情况下容易生成酝晶结构,酝晶分子结构较疏松。
容易拉伸取向,获得高质量的产品。
打包带生产线冷却水温一般控制在30-40度,打包带生产线模口距水面的距离为15-45毫米为宜。
3、聚酯纤维打包带生产线第一牵引由调速电机、减速器、链传动、牵引辊组成。
它是将定型后的初胚输送到烘箱。
4、聚酯纤维打包带生产线下烘箱二次加热便于拉伸;拉伸的目的是为了提高打包带的纵向强度,减少伸长率。
打包带生产线上烘箱三次加热消除拉伸应力;上水箱消除热应力后定型。
5、聚酯纤维打包带生产线压花机传动是调速电动机通过带传动、链传动、齿轮传动到第二牵引,到压花,到第三牵引。
a、第二牵引将二次加热的初胚通过拉力棒进行再次拉伸成型,同时输送给压花辊;b、拉伸后的打包带经过两个带花纹的压辊,便被压上花纹,其作用是在使用中增加摩擦,不打滑,从外表上看美观大方。
通过压花辊对产品表面压花后输送给上水箱或上烘箱;c、打包带生产线通过第三牵引将上水箱的成型输送给卷带机。
6、聚酯纤维打包带生产线卷带机传动是调速电动机通过带传动、链传动分别传递给卷带轴和行程杆。
它是将合格产品收卷成为规定外形、规定质量的单件产品。
- 上一篇:纤维打包带打包提升包装档次
- 下一篇:柔性打包带选购要注意以下几点






 客服QQ:121740864
客服QQ:121740864