
新闻资讯
新闻资讯
- 柔性纤维打包带详细规格参数表
- PET打包带生产线设备厂家
- 打包带图片大全
- 纤维打包带固定技巧
- 聚酯纤维打包带怎么用视频教程
- 纤维打包带使用案例
- 纤维带打包教程
- 塑料打包带使用方法视频
- 纤维打包带的打法
- 北京纤维打包带价格查询官网
- 北京纤维打包带价格查询网
- 北京纤维打包带价格查询表
- 专业纤维打包带厂家直销推荐理由
- 形容打包带有哪些的词语
- 专业纤维打包带厂家直销推荐排行榜
- 专业打包带厂家有哪些最好
- 塑钢打包带和纤维打包带哪个便宜
- 打包带有哪些材质
联系我们
手机:13812930229
电话:0512-36836661
邮箱:121740864@qq.com
地址:昆山市周市镇盛帆路268号
公司新闻
打包带高效生产的五大实用技巧,从原料选择到工艺优化
- 发布时间:2025-02-22
- 点击:350
在物流包装需求激增的当下,打包带作为货品固定与运输的核心耗材,其生产效率与质量直接关系企业成本控制与市场竞争力。数据显示,2023年我国打包带市场规模已突破200亿元,但仍有40%的生产企业因工艺缺陷导致废品率超8%。如何在激烈竞争中突围?本文将聚焦*原料配比、挤出工艺、冷却定型*等关键环节,揭秘提升打包带抗拉伸性、降低能耗的实战技巧。
一、原料选择与预处理:决定产品性能的基石
打包带的核心原料以聚丙烯(PP)和聚酯(PET)为主,聚丙烯因成本低、韧性好占据70%市场份额,但其耐低温性差的特点需通过改性弥补。建议采用共混改性技术,添加5%-8%的聚乙烯(PE)提升低温抗冲击性,同时加入0.3%的滑石粉增强表面光滑度。
回收料使用需严格分级:一级回收料(边角料)掺入比例不超过30%,二级回收料(废品破碎料)需经过双螺杆过滤机去除杂质。实验证明,当回收料占比超过50%时,打包带断裂伸长率下降12%,直接影响货物捆扎安全性。
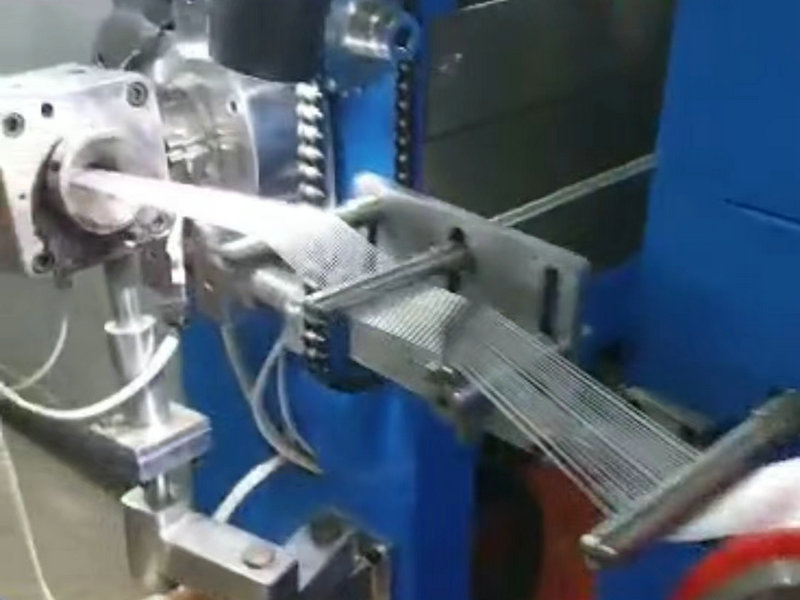
二、挤出工艺优化:温度与螺杆设计的黄金平衡
挤出机是打包带生产的核心设备,三段式温控精度需控制在±2℃以内:
进料段:180-190℃(避免过早熔融导致架桥)
压缩段:200-210℃(确保塑化均匀)
均化段:220-230℃(降低熔体粘度)
关键技巧:采用渐变式螺杆替代突变式螺杆,长径比保持在28:1以上,可减少30%的能耗波动。某浙江企业改进后,每小时产量从120kg提升至150kg,电费成本下降18%。
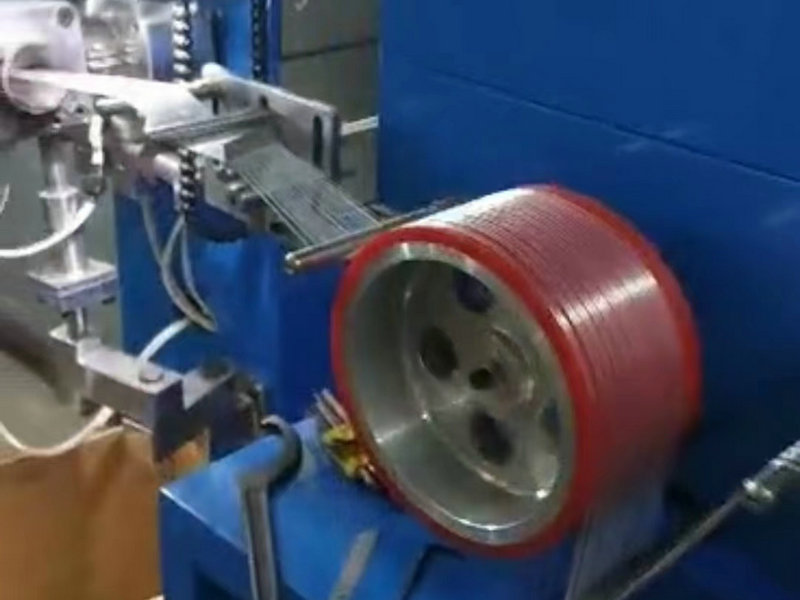
三、冷却定型:结晶度控制的隐形战场
熔融物料从模头挤出后,水冷与风冷的选择直接影响产品结晶度:
水冷工艺(适用于PP材质):水温控制在25-30℃,通过三辊牵引机调节带材厚度。水温过高会导致结晶过快,表面脆化。
风冷工艺(适用于PET材质):采用双面风刀,风速8-10m/s,确保带材两侧冷却速率一致。
行业案例:广东某工厂在水冷槽增加超声波震荡装置后,打包带表面光洁度提升40%,客户投诉率从5%降至0.8%。
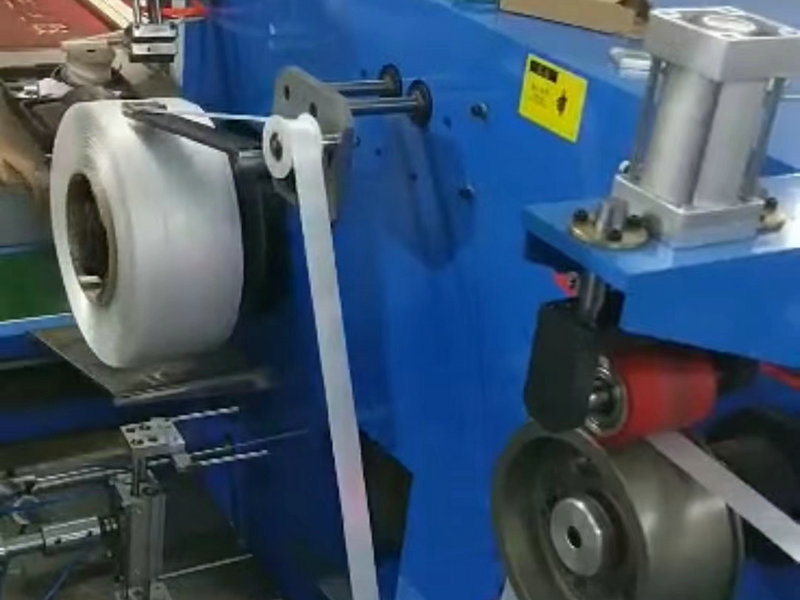
四、拉伸工艺:分子取向与强度的博弈
双向拉伸是提升打包带纵向抗拉强度的关键步骤,预热温度与拉伸倍数需精准匹配:
预热辊温度:PP材质设定110-120℃,PET材质设定80-90℃
一次拉伸倍数:3.5-4倍(横向拉伸消除内应力)
二次拉伸倍数:2-2.5倍(纵向拉伸增强分子链排列)
注意要点:拉伸后需立即进行热定型处理(温度比拉伸温度低10-15℃),防止回缩变形。某测试表明,未经热定型的打包带在仓储30天后,宽度收缩率达1.2%,直接导致自动打包机卡带故障。
五、质量检测:从实验室到生产线的闭环管理
建立三级检测体系可有效控制不良品流出:
- 在线检测:红外测厚仪实时监控带材厚度偏差(±0.05mm)
- 实验室抽检:拉力试验机测试断裂强度(PP带≥180N/mm²,PET带≥220N/mm²)
- 成品检验:人工检查表面气泡、黑点等缺陷(每卷取样3米) 创新方案:引入机器视觉系统,通过高速摄像头识别偏斜度>5%的异常品,检测效率提升6倍。山东某企业应用后,年度质量索赔金额减少72万元。 — 通过原料改性、工艺参数优化与智能检测的结合,打包带生产企业可显著提升产品合格率。数据显示,实施上述技巧的企业平均能耗降低15%,抗拉强度提升20%,在电商包装、建材运输等领域获得显著竞争优势。
TAG:






 客服QQ:121740864
客服QQ:121740864