
新闻资讯
新闻资讯
- 柔性纤维打包带详细规格参数表
- PET打包带生产线设备厂家
- 打包带图片大全
- 纤维打包带固定技巧
- 聚酯纤维打包带怎么用视频教程
- 纤维打包带使用案例
- 纤维带打包教程
- 塑料打包带使用方法视频
- 纤维打包带的打法
- 北京纤维打包带价格查询官网
- 北京纤维打包带价格查询网
- 北京纤维打包带价格查询表
- 专业纤维打包带厂家直销推荐理由
- 形容打包带有哪些的词语
- 专业纤维打包带厂家直销推荐排行榜
- 专业打包带厂家有哪些最好
- 塑钢打包带和纤维打包带哪个便宜
- 打包带有哪些材质
联系我们
手机:13812930229
电话:0512-36836661
邮箱:121740864@qq.com
地址:昆山市周市镇盛帆路268号
公司新闻
塑钢打包带生产工艺解析,从原材料到成品的全流程揭秘
- 发布时间:2025-02-22
- 点击:429
当你在物流仓库看到整齐码放的货物,或在建材市场遇见成捆的钢材时,是否好奇这些重物如何被稳固捆扎?答案就藏在一条不起眼的塑钢打包带中。 作为现代工业的“隐形守护者”,塑钢打包带以其高强度、耐腐蚀和轻量化特性,成为运输包装领域的核心耗材。本文将深入解析其生产工艺,揭示这条钢塑复合带背后的技术密码。
一、原材料配比:性能的基石
塑钢打包带的核心由*高分子复合材料*构成,通常采用聚酯树脂(PET)作为基体,搭配玻璃纤维或碳纤维增强材料。原料配比需精确控制:
PET占比60%-75%:提供柔韧性与熔融流动性
增强纤维20%-35%:决定抗拉强度与刚性
添加剂5%以下:包括抗氧化剂、UV稳定剂等
生产前需通过*双螺杆混料机*进行48小时均匀混合,确保纤维分布密度偏差小于0.3%。这一环节直接关系到成品带材的断裂强度与耐候性。
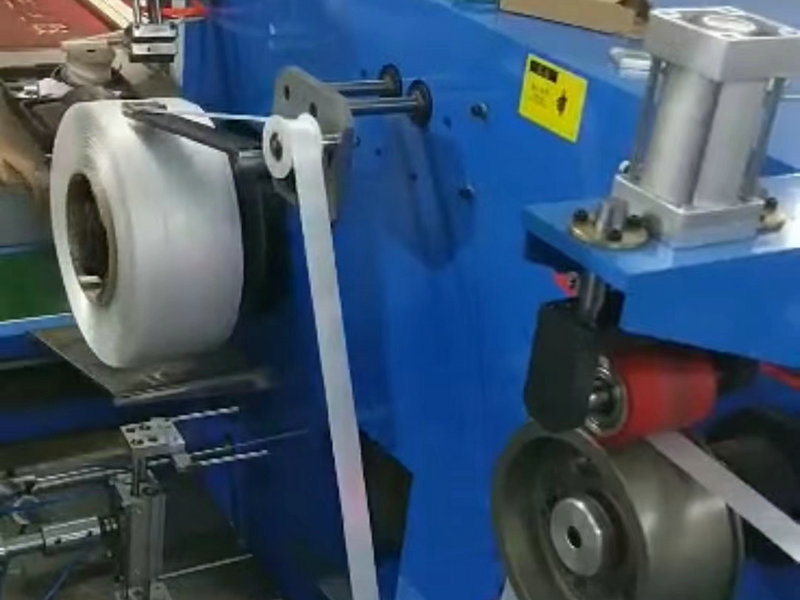
二、挤出成型工艺:从颗粒到带胚
混合完成的原料进入熔融挤出机,在230-260℃高温下塑化。该阶段需严格把控三大参数:
温度梯度控制:机筒分5段加热,温差不超过±2℃
螺杆转速调节:维持熔体压力在15-20MPa
模具设计:采用衣架式流道模头,确保挤出厚度公差≤0.05mm

成型后的带胚需立即进入水冷槽,在10-15℃冷却水中完成定型。这一冷热骤变过程使分子链定向排列,形成轴向结晶结构,显著提升带材的纵向强度。
三、拉伸增强:力学性能的蜕变
冷却定型的带胚需经过三级拉伸处理:
预热拉伸:在80-100℃环境下拉伸1.5-2倍
热定型拉伸:升温至120℃进行二次3-4倍拉伸
冷拉伸补偿:常温下微调0.5-1倍拉伸量
通过多段拉伸工艺,PET分子链沿拉伸方向高度取向,使打包带的抗拉强度从初始200MPa提升至800MPa以上,同时降低断裂伸长率至3%以内。
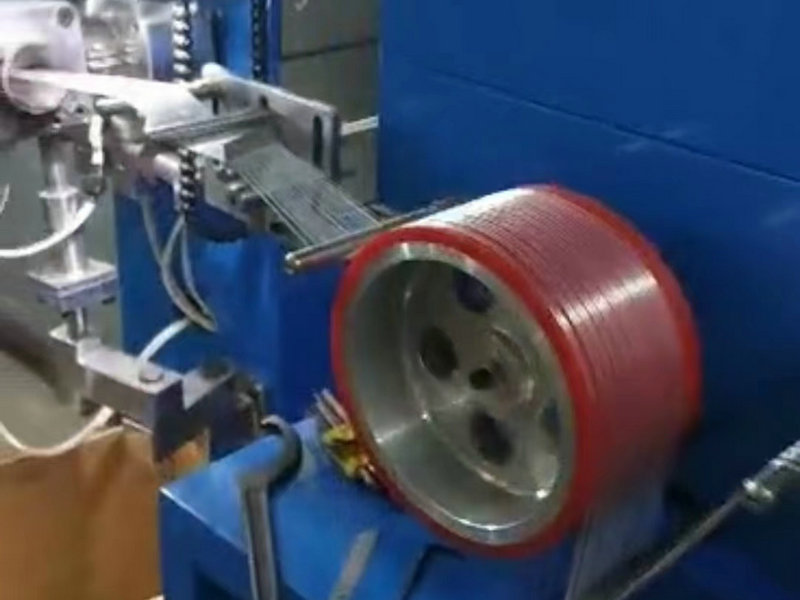
四、表面处理与收卷
完成拉伸的带材需进行功能性处理:
电晕处理:在15-20kV高压电场下,使表面张力达38dyn/cm²以上,提升印刷附着力
压花处理:采用激光雕刻辊筒,在带面形成深度0.2-0.3mm的防滑纹
UV涂层:喷涂含纳米二氧化钛的防护层,增强抗紫外线能力
收卷工序采用恒张力控制系统,通过磁粉制动器将卷取张力稳定在50-80N,确保卷材内紧外松,避免存储过程中的应力形变。
五、质量检测体系
每条塑钢打包带出厂前需通过六道检测关卡:
力学测试:使用万能试验机检测断裂强度、延伸率
耐温试验:-40℃至80℃环境下进行24小时循环测试
抗老化测试:模拟紫外线照射2000小时后强度保留率>90%
扣合力检测:确保打包扣咬合后滑移量<2mm
表面缺陷筛查:工业相机进行0.1mm级瑕疵识别
-
动态载荷测试:模拟运输振动环境下的疲劳寿命
六、工艺创新趋势
当前行业正朝着智能化与绿色化方向升级:
- 纳米增强技术:添加石墨烯/碳纳米管,强度提升30%的同时降低原料消耗
- 在线监测系统:通过红外光谱仪实时分析熔体流变特性
- 再生PET应用:采用化学解聚工艺,使回收料占比提升至40%
- 低碳生产:挤出机电磁加热技术节能达35% 从原料颗粒到成品卷带,每个工艺环节的精密控制,共同铸就了这条宽不过寸许、却能承受吨级拉力的工业“筋骨”。在智能制造与新材料技术的推动下,塑钢打包带的生产工艺仍在持续进化,为现代物流与制造业提供更可靠的捆扎解决方案。
TAG:






 客服QQ:121740864
客服QQ:121740864