
新闻资讯
新闻资讯
- 柔性纤维打包带详细规格参数表
- PET打包带生产线设备厂家
- 打包带图片大全
- 纤维打包带固定技巧
- 聚酯纤维打包带怎么用视频教程
- 纤维打包带使用案例
- 纤维带打包教程
- 塑料打包带使用方法视频
- 纤维打包带的打法
- 北京纤维打包带价格查询官网
- 北京纤维打包带价格查询网
- 北京纤维打包带价格查询表
- 专业纤维打包带厂家直销推荐理由
- 形容打包带有哪些的词语
- 专业纤维打包带厂家直销推荐排行榜
- 专业打包带厂家有哪些最好
- 塑钢打包带和纤维打包带哪个便宜
- 打包带有哪些材质
联系我们
手机:13812930229
电话:0512-36836661
邮箱:121740864@qq.com
地址:昆山市周市镇盛帆路268号
公司新闻
打包带生产技术规范,高效生产与质量管控的关键指南
- 发布时间:2025-02-21
- 点击:318
“全球物流行业每年消耗超过500万吨打包带,但其中30%的产品因工艺缺陷导致运输事故。” 这组数据揭示了打包带生产技术规范的重要性。在包装材料竞争日益激烈的当下,*制定科学的生产标准*不仅是企业降本增效的核心,更是保障供应链安全的关键环节。
一、原材料选择:技术规范的起点
打包带生产的首要环节在于原料筛选。目前主流材料包括聚丙烯(PP)、聚酯(PET)和复合材料,其中聚丙烯因成本低、韧性高占据70%市场份额。技术规范需明确三点:
纯度要求:PP颗粒的熔融指数应稳定在2-4g/10min,避免因杂质导致拉伸断裂;
添加剂比例:抗氧剂与UV稳定剂需控制在0.5%-1.2%,确保耐候性;
再生料使用准则:回收料掺入比例不得超过30%,且需经过二次造粒处理。
某头部企业案例显示,通过严格遵循ASTM D5577标准,其打包带断裂强度提升18%,客户退货率下降42%。
二、生产工艺流程:精准控制的四大维度
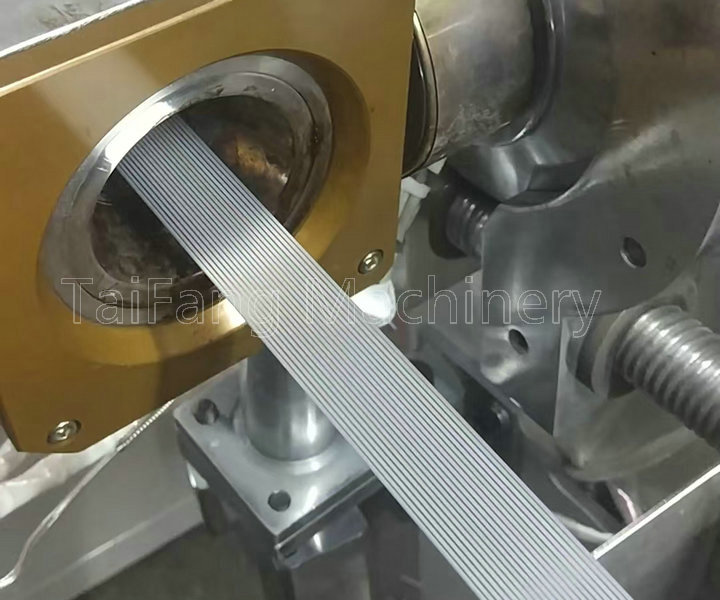
1. 挤出成型工艺
螺杆温度分区需按190℃-230℃梯度递增,确保材料充分塑化。模头设计应遵循“宽厚比1:3”原则,避免边缘毛刺。某日企通过红外线测温实时调控,将厚度偏差从±0.1mm压缩至±0.03mm。
2. 拉伸定型工序
纵向拉伸倍数建议设为6-8倍,横向拉伸保持1.2-1.5倍。采用两级冷却系统(风冷+水冷),可消除内应力导致的后期收缩问题。数据显示,精准控温能使打包带延伸率稳定在15%-18%,达到ISTA 3E测试要求。
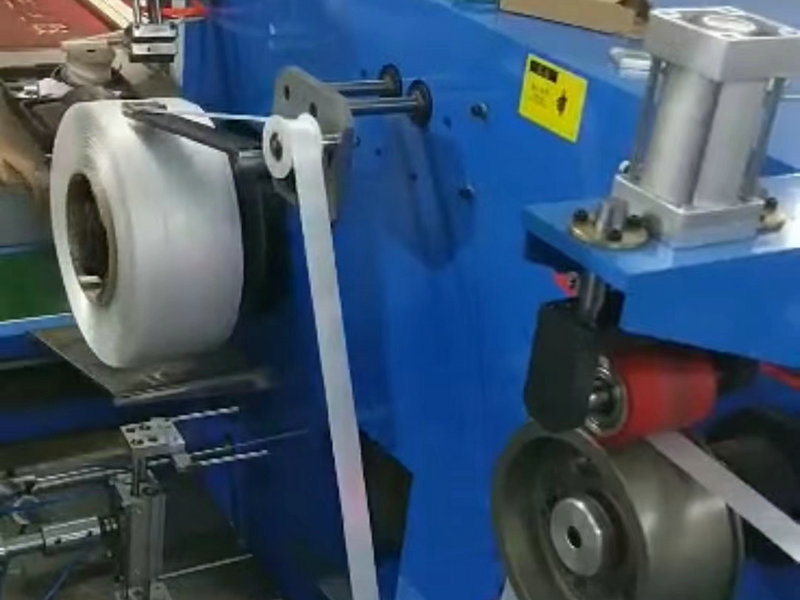
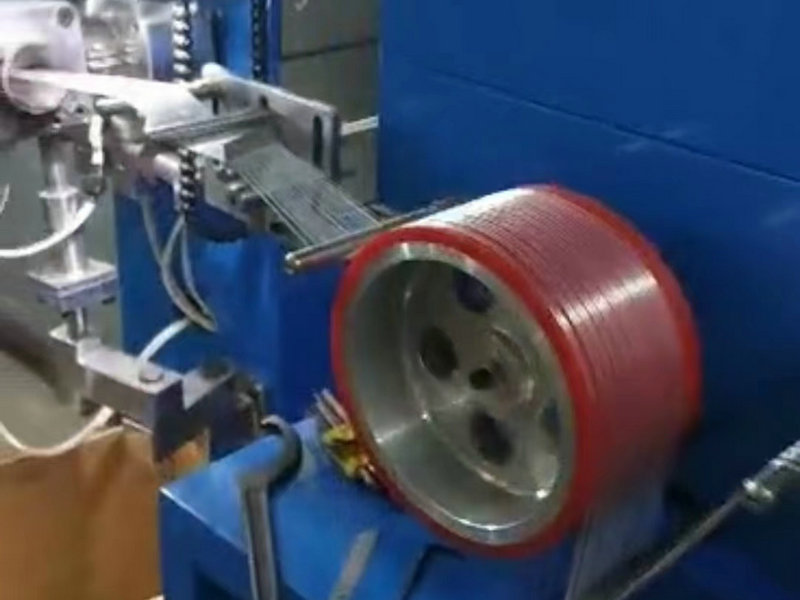
3. 压花与收卷
菱形压花纹深需≥0.2mm,既增强摩擦力又避免应力集中。收卷张力应动态调节,推荐使用伺服电机闭环控制系统,将卷材偏心度控制在3%以内。
4. 环境管控
生产车间湿度需维持45%-55%,温度波动不超过±2℃。某德资工厂的实践表明,恒温恒湿环境使产品合格率提升27%。
三、质量检测:从实验室到现场的闭环管理
核心指标检测体系:
物理性能:参照GB/T 10802-2020,断裂拉力≥1200N/10mm,偏斜度≤30mm/m;
化学稳定性:通过72h盐雾试验,表面无裂纹、无白化;
使用模拟:进行2000次循环捆扎测试,接头脱落率需<0.5%。
智能化检测设备的应用正在改变传统模式。例如,江苏某企业引入机器视觉系统,可实时捕捉0.05mm以上的表面缺陷,检测效率提升4倍。
四、常见问题解决方案
1. 厚薄不均
成因:螺杆转速不稳定或模唇磨损 对策:每月校准挤出机齿轮箱,采用碳化钨涂层模头
2. 拉力不足
成因:拉伸倍数过低或冷却速率过快 对策:优化牵引辊速比,增设缓冷区
3. 接头易断裂
成因:超声波焊接能量参数失准
对策:建立能量-压力-时间三维参数矩阵,定期更换焊头
五、可持续发展趋势下的技术升级
欧盟最新发布的PP包装材料循环经济指南要求,到2030年再生料使用比例需达50%。这倒逼企业进行三项革新:
- 生物基材料研发:如巴斯夫推出的PBAT/PLA共混打包带,降解率提升至90%;
- 节能设备改造:电磁感应加热系统可降低30%能耗;
- 数字化追溯系统:通过区块链技术记录原料来源与碳足迹。 某宁波企业的实践显示,引入光伏供电+余热回收系统后,单吨产品碳排放减少1.2吨,获






 客服QQ:121740864
客服QQ:121740864