
新闻资讯
新闻资讯
- 柔性纤维打包带详细规格参数表
- PET打包带生产线设备厂家
- 打包带图片大全
- 纤维打包带固定技巧
- 聚酯纤维打包带怎么用视频教程
- 纤维打包带使用案例
- 纤维带打包教程
- 塑料打包带使用方法视频
- 纤维打包带的打法
- 北京纤维打包带价格查询官网
- 北京纤维打包带价格查询网
- 北京纤维打包带价格查询表
- 专业纤维打包带厂家直销推荐理由
- 形容打包带有哪些的词语
- 专业纤维打包带厂家直销推荐排行榜
- 专业打包带厂家有哪些最好
- 塑钢打包带和纤维打包带哪个便宜
- 打包带有哪些材质
联系我们
手机:13812930229
电话:0512-36836661
邮箱:121740864@qq.com
地址:昆山市周市镇盛帆路268号
公司新闻
打包带生产线的工艺流程
- 发布时间:2024-09-23
- 点击:313
打包带生产线的工艺流程主要包括以下几个步骤:
一、原料准备
1. 原料选择
- 打包带的主要原料通常为聚丙烯(PP)或聚酯(PET)颗粒。PP 打包带具有成本低、耐腐蚀性好等特点,适用于一般货物的捆绑;PET 打包带则具有强度高、耐磨损等优点,适用于重型货物的捆绑。
- 根据不同的生产需求和产品要求,选择合适的原料种类和规格。同时,要确保原料的质量符合国家标准和行业规范,无杂质、无受潮等情况。
2. 原料干燥
- 由于原料中可能含有一定的水分,如果不进行干燥处理,会影响打包带的质量和性能。因此,在生产前需要对原料进行干燥处理。
- 常用的干燥方法有热风干燥和真空干燥。热风干燥是通过将热空气吹入原料中,使水分蒸发;真空干燥则是在负压下将原料中的水分蒸发出来。干燥温度和时间根据原料的种类和湿度而定,一般在 80℃-120℃之间,干燥时间为 2-4 小时。
二、挤出成型
1. 挤出机预热
- 在将原料加入挤出机之前,需要先对挤出机进行预热。预热的目的是使挤出机的料筒和螺杆达到一定的温度,以便于原料的塑化和挤出。
- 挤出机的预热温度根据原料的种类和挤出工艺而定,一般在 180℃-250℃之间。预热时间为 30 分钟至 1 小时左右。
2. 原料加料
- 当挤出机预热完成后,将干燥后的原料加入挤出机的料斗中。原料通过料斗进入挤出机的料筒,在螺杆的旋转作用下向前推进。
- 加料时要注意控制加料速度和加料量,避免加料过多或过少影响挤出机的正常运行。同时,要确保原料的均匀性和稳定性,避免出现结块或堵塞等情况。
3. 塑化挤出
- 原料在挤出机的料筒中受到加热和螺杆的剪切作用,逐渐塑化成为熔融状态。螺杆的旋转将熔融的原料向前推进,并通过挤出机的机头挤出成带状。
- 挤出机的温度、压力、螺杆转速等参数对塑化和挤出过程有重要影响。要根据原料的种类和产品要求,合理调整这些参数,以确保挤出的带状物料质量稳定、均匀。
三、冷却定型
1. 水槽冷却
- 挤出的带状物料温度较高,需要进行冷却定型。常用的冷却方法是水槽冷却,即将带状物料通过冷却水槽,使物料在水中迅速冷却固化。
- 冷却水槽的水温一般在 20℃-40℃之间,要根据物料的特性和冷却效果进行调整。同时,要确保水槽中的水清洁、无杂质,避免对物料造成污染。
2. 牵引拉伸
- 在冷却过程中,需要对带状物料进行牵引拉伸,以提高打包带的强度和韧性。牵引拉伸可以通过牵引机来实现,牵引机的速度和拉伸倍数要根据产品要求进行调整。
- 一般来说,牵引速度越快、拉伸倍数越大,打包带的强度越高,但也容易导致打包带出现断裂等问题。因此,要在保证打包带质量的前提下,合理选择牵引速度和拉伸倍数。
四、加热处理
1. 烘箱加热
- 经过冷却定型和牵引拉伸后的打包带,需要进行加热处理,以消除打包带内部的应力,提高打包带的平整度和尺寸稳定性。
- 加热处理通常在烘箱中进行,烘箱的温度一般在 100℃-150℃之间,加热时间根据打包带的厚度和宽度而定,一般为 1-3 分钟。
2. 热定型
- 在加热处理的同时,对打包带进行热定型,使打包带在一定的温度和压力下保持一定的形状和尺寸。热定型可以通过热定型模具来实现,模具的形状和尺寸要根据产品要求进行设计。
- 热定型的温度和压力要根据打包带的材质和厚度进行调整,以确保打包带的质量稳定、可靠。
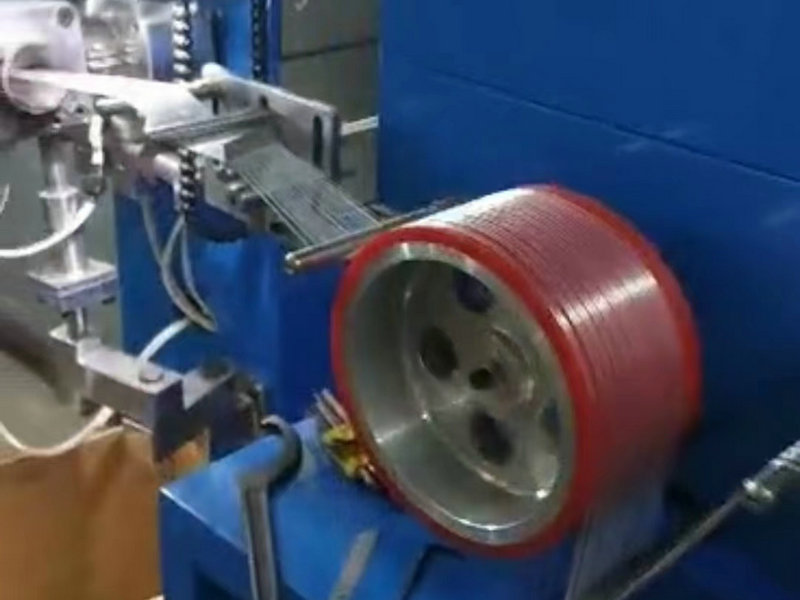
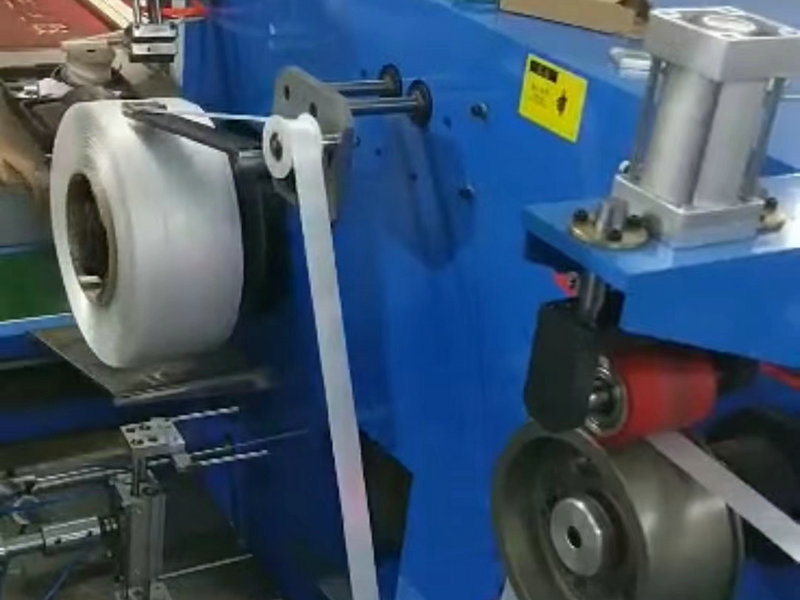
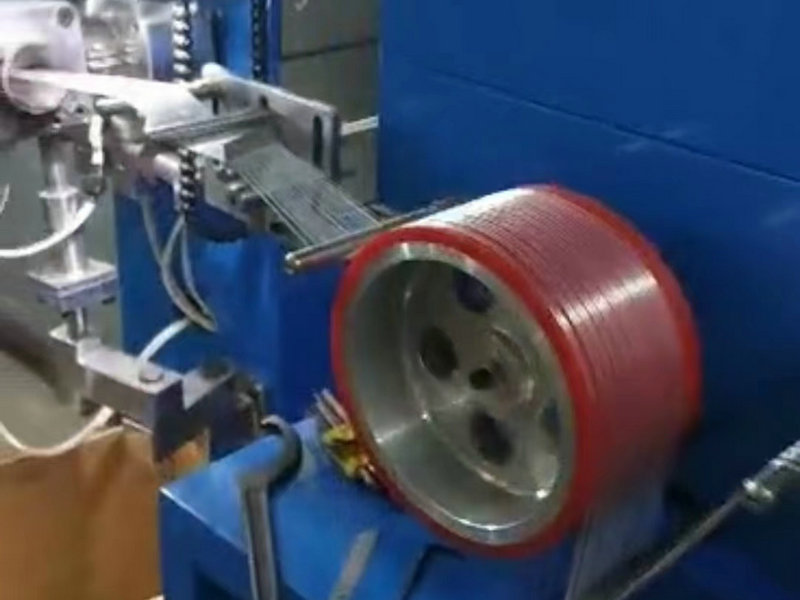
五、收卷包装
1. 收卷
- 经过加热处理和热定型后的打包带,通过收卷机进行收卷。收卷机的速度和张力要根据打包带的特性和收卷要求进行调整,以确保打包带收卷整齐、紧密。
- 收卷过程中要注意观察打包带的质量和外观,如发现问题应及时停机处理。同时,要定期对收卷机进行维护保养,确保其正常运行。
2. 包装
- 收卷后的打包带需要进行包装,以便于储存和运输。包装方式可以根据客户要求和产品特点进行选择,常见的包装方式有缠绕膜包装、纸箱包装等。
- 在包装过程中,要确保包装材料的质量和包装的牢固性,避免打包带在储存和运输过程中受到损坏。同时,要对包装好的打包带进行标识和分类,以便于管理和使用。






 客服QQ:121740864
客服QQ:121740864